








熔融指数仪YTN-MFV4测试PP熔喷料的测试方法
自2020年新冠疫情爆发以后,口罩成了人们日常生活中必不可少的物品之一了,由于口罩等产品的需求量的急升,生产口罩的必须物质熔喷布的需求也是非常之前,而要生产出合格的口罩等产品,也是离不开像熔融指数仪、口罩拉力试验机等仪器。今天,仪特诺熔融指数仪厂家为你整理的是熔融指数仪YTN-MFV4测试PP熔喷料的测试方法:
核心层熔喷布是采用高熔指PP聚丙烯高温熔化喷制成形,具有非常高的的流动速率,采用MFR质量法根本无法测试完成,按GB/T3682方法B标准规范,需要在活塞杆负荷托盘下端安排一个位移传感器,用于精准监测230℃状态下挤出材料的体积,由在一定时间内活塞的位移距离计算得到,单位为cm3/10 min。
PP熔喷料熔融指数仪的MVR体积法,然后通过230℃温度下的熔体密度,自动显示出MFR熔指值,单位为g/10 min;为阻止熔体在倒计时流出口模,本方法需要在口模底部安装一个密封性能良好的口模档板。
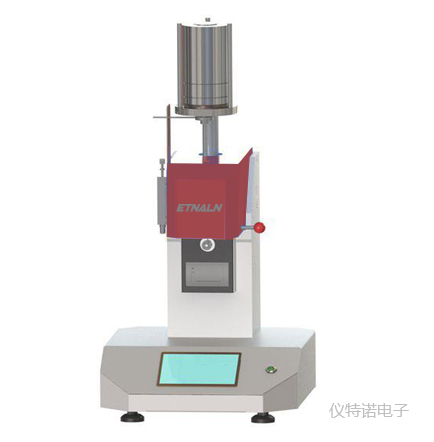
PP熔喷料熔融指数仪YTN-MFV4测试方法:
1、将PP熔喷料熔融指数仪YTN-MFV4电源打开,调整好水平,设定温度230℃,将口模档板关闭,再将口模放入装料筒中,点击温控按钮让仪器开始加热恒温230℃。
2、待恒温至230℃后,准备好13~15ml的聚丙烯PP原料,将原料倒入装料筒中并用料杆压实,接着将325g负荷活塞杆插入装料筒中,此时应将位移杆放在砝码托盘下放,但不能接触活塞盘,再将1835g负荷套压在活塞杆上,点击计时,仪器开始倒数300秒。
3、仪器倒数300秒结束后,会有警报声,然后点击运行,再将口模档板推开,原料会在2160g负荷压力下挤出,当活塞杆碰到编码器后,仪器会自动开始计时,当原料被全部挤出后,计时会自动结束,屏幕上会显示出熔喷布聚丙烯PP原料MFR值,单位为g/10min,到此,测试完成。
4、选取屏幕上的打印结果,自动将测试结果打印出来。
GB/T3682-热塑性塑料熔体质量流动速率测定 :
熔融指数仪的基本要素是符合国际标准中指定的对精度要求和测试方法。标准包括在ISO 1133, GB/T3682,JIS K 7210, ASTM D1238中普遍的方法和ASTM D3364的PVC试验,加上在特定标准中的规定。
根据方法A对于熔融指数的测定;熔体质量流动速率 (MFR)
在这个方法中,挤出物在指定的时间内切下,然后在分析天平上称出被切下的挤出物的质量。测试结果是每个单元时间内挤出的质量,单位为g/10 min。所得到的MFR结果的质量与切割时间和所称质量的精度有关。如果MFR指数比较低,需要使用较长的切割时间时,我们建议使用手动切割。
根据方法B对于熔融指数的测定;熔体体积流动速率 (MVR)
这个方法需要熔融指数仪/ 挤压式塑性计配备一个活塞位移传感器。MVR结果是在单位时间内测量挤出的材料体积得出的,单位为cm³/10 min。从在一定时间内活塞的移动位移计算得到。这个方法显著的优势是消除机械切割。具有同步记录活塞位移和测试时间的特性,同时可达到高精确度,即使是对于短测量时间和小活塞位移的情况。根据不同的材料、精度需求和MVR结果,同一个料桶可以测试多40个单独的测量。